軸電圧波形測定とは?
ベアリングの電食
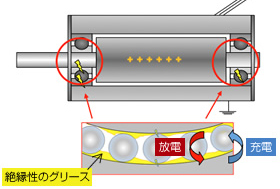
インバータ(PWM:Pulse Width Modulation)でモータを運転すると、軸に電位変動(電圧)が発生します。
この電圧が軸受の内部のグリースで絶縁破壊を起こし、放電することで電食は進行していきます。多くの場合は、フルーティング(リッジマーク)という洗濯板状の傷で発見されますが、電食はこれだけではありません。
電食を防ぐには、軸電圧を確実に接地することが最も重要です。
電食の多くは交流モータで起こりますが、直流モータでもサイリスタ制御などで軸電圧が発生し起こることもありますので、モータの軸は必ず接地(アース)することが重要です。
簡単にわかる「電食が疑われる4つの特徴」
(1)インバータ制御
インバータを使ってモータを動かしているというだけで、電食の可能性は十分に考えられます。
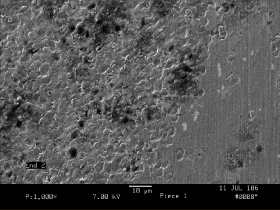
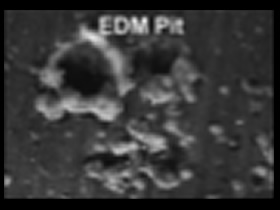
電食は、「異音」や「軸振動」など目や耳で認知されるまでは、放電痕(図2)が軸受の転動面に形成されます。
異音や振動など自覚症状がないことから、電食が起こっていないとされるモータであっても、特別な電食対策を施している場合を除いて、必ずと言っていいほど、ひそかに電食は進行しています。
(2)異音発生
モータから高音の異音が発生してる場合、多くのケースで電食が発生していると考えられます。
異音の発生は、図3のように軸受転動面上にフルーティングを起こしており、電食としては末期状態です。
グリースの給脂をして一時的に異音や振動値が下がったとしても、すぐに異音と振動は再発します。

(3)軸振動値の上昇
モータの軸振動値をモニタリングしている場合、電食が進行して行くと、振動値が上昇していきます。
振動値の上昇は典型的な電食の症状です。
(4)潤滑の黒色化
軸受の潤滑が黒く変色している場合、多くのケースで電食と言えます。
グリースで放電が起こるため、グリースの劣化、また転送面の金属溶融により、グリースが黒色になっていきます。
グリースの色でも電食を確認することができます。
電食の診断方法
電圧が高い・低いではありません

電食を調べるときに最も行われているのが、軸電圧の測定です。
軸受を損傷させるのは、軸受に印加される電圧ではなく、軸受に流れる電流により決まります。しかし、軸受電流はモータや軸受の研究施設などを除いて、実際に運転させている機械で測定することは大変難しいため、電圧で測定するというものです。
ここで注意が必要なのが、指標となるのが電圧「値」だけではない、ということです。対地軸電圧(モータの軸とモータ筐体間の電圧)は、軸受インピーダンスに関係します。軸受インピーダンスは、潤滑状態により変化します。
例えば、「油膜厚さ」が大きな要素です。油膜厚さは、ドイツのリヒャルト・シュトリベックによる、ストライベック曲線が有名ですが、潤滑の粘度(温度にも関係)、回転数、荷重に大きく影響を受けるとされています。
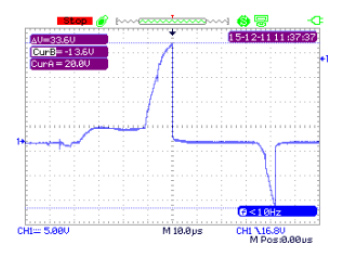
軸受インピーダンスは、回転数が小さい、荷重が大きい、潤滑粘度が低い時は、油膜厚さが小さくなり、油膜の容量性(C成分)インピーダンスが小さくなる傾向にあり、転動体と内外輪の電気抵抗(R成分)のみに近しくなります。一方で回転数や、粘度に影響を及ぼす温度が変われば、油膜厚さも変わる可能性があり、軸受で電食を起こしているかを判断する上で、電圧値が果たす役割が小さいことが課題です。さらに言えば潤滑に異物が増えてくることでグリースが硬化したとすると、油膜切れなどを起こし金属接触の機会も増えます。そのため、電圧値ではなく、電圧変化を時間軸で見ることが最も簡単な方法と言えます。
(1)油膜が形成されている、或いはグリースが新しいとき
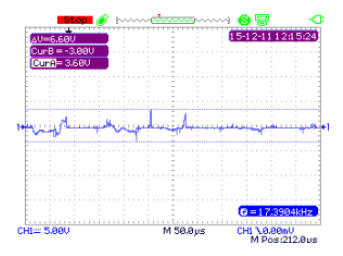
潤滑が新しいと軸受のインピーダンスは高くなります。また油膜が厚くなる傾向にある回転数が大きいときや低荷重であるとき、或いは潤滑の粘度が高いときも比較するとインピーダンスが高く、結果軸電圧のピーク値も同じように変化をもたらします。インピーダンスが高ければ、高い電圧に至り、軸受で放電を起こします。そのため、潤滑が新しいときほど、絶縁破壊電圧が高い傾向にあります。(図2)
高い放電電圧はエネルギーも大きく、放電加工のように軸受の転動面や軌道面を損傷させます。(図3)
また潤滑自体も放電時の熱により劣化し黒色化します。
(2)潤滑劣化が進み、油膜も形成されづらくなったとき
潤滑内部に溶融した金属成分や劣化した成分が混じり、軸受インピーダンスが下がってくると、放電開始電圧も下がります。
福田交易は、イージス®軸電圧テスターで、インバータ駆動電動機の軸電圧波形を捉え、電食対策の必要性から、対策の効果測定までお客様と一緒に、電食問題を考えます。
軸電圧波形測定
軸電圧波形を測定する、イージス®軸電圧テスターを使用することで確実に安定した波形を捉えることができます。