モータやポンプで発生する軸電圧
インバータなど周波数制御で運転したモータは、コモンモード電圧が回転子-固定子巻線間の静電容量により、軸と筐体間における対地軸電圧が発生します。
またさらにモータが大きくなると、高速スイッチングによる急峻電圧変動で固定子巻線からの漏れ電流が原因で磁束が不平衡となり、モータの両軸端で軸端間電圧が大きくなります。
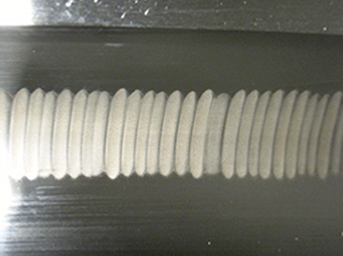
これらの電圧は軸受や潤滑の状態により、軸受内部で放電を発生させることがあり、5μm程度のピットや、洗濯板状の損傷(フルーティング、またはリッジマーク)を形成させることがあります。
また、放電時の熱量で潤滑を炭化させることで、軸受内部で異物を生成、その異物により軸受を早期に損傷させていることも多々あります。
更には、液体や気体、蒸気などが、ポンプ・蒸気タービンなどのインペラ(回転体)に衝突することや、製紙機械やフィルム製造装置のロールで、製品と搬送ロール間の接触により、回転体と筐体との間に大きな静電気を発生させることもあり、静電気が原因で軸受損傷することもあります。
インバータモータで流れる3種類の軸受電流
軸受放電はフルーティングなどの電食や、摩耗・圧痕・なし地など、さまざまな早期軸受損傷を発生させます。
軸電圧を原理的に発生させてしまうインバータモータの場合、軸受電流を発生させる要素は3つあり、それぞれに合わせた対策が必要です。
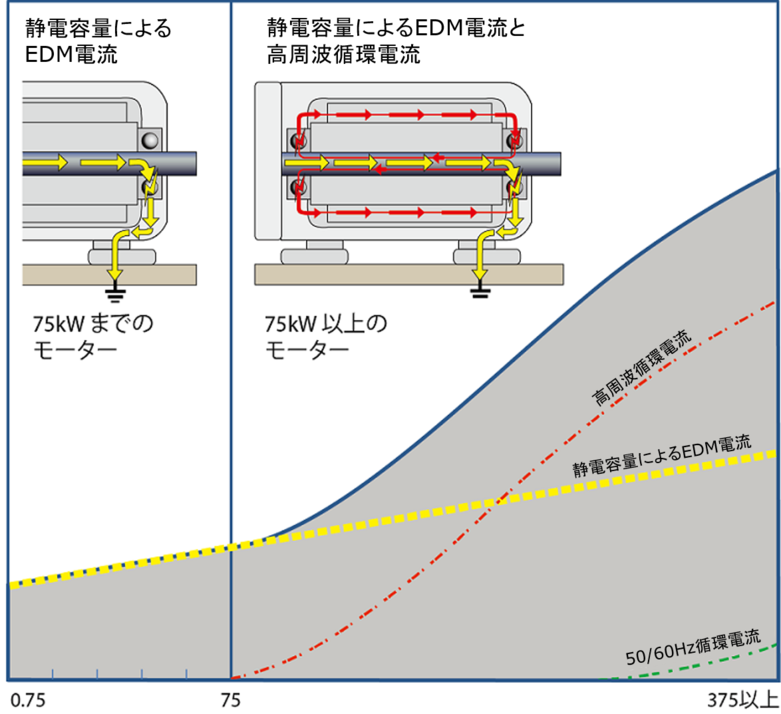
【1】静電容量によるEDM電流(対地軸電圧)
PWM制御のモータは、パルス幅を変えることで疑似的な正弦波を作ってモータへ電源を供給しています。
このときに、三相の中性点の電位が 0 [V]とならず変動します。(コモンモード電圧)
これがモータの回転子-固定子巻線間の静電容量を介し軸上へ分圧され、軸受で放電を発生させます。
数十Wの小さなモータから、数万kWの大型モータまで広く発生している現象で、これは軸をアースさせて対処します。
【2】高周波循環電流(軸端間電圧)
モータが75kW以上になると、インバータ制御の高速スイッチングにより、固定子巻線から漏れ電流が発生し、モータ内の磁束が不平衡となり、対地軸電圧に加え、軸端間における電位差が大きくなります。
軸端間電圧は、 モータの負荷側軸受 → モータ筐体 → 反負荷側軸受 → 軸 → ... と、回転子と循環電流を発生させます。
この循環電流は、片側の軸受で軸絶縁させることが重要です。
軸をアースさせることでその軸受では循環電流の分流になりますが、並列回路になるだけで循環電流を遮断することは極めて困難です。
【3】分離ベースによる軸受電流(筐体間電圧)
モータには固定子-回転子間に加え、固定子巻線-筐体間にも静電容量が存在し、モータ筐体も電圧変動することがあります。
モータ筐体と、減速機やポンプなどの機械筐体とが電気的良好に接続されていない場合、筐体間で電位差が発生し、モータ筐体からモータ軸受を介し軸へ電流が流れ、それが機械側のギアや軸受で放電を発生させながらアースされていることもあり、モータではなく、機械側を早期に損傷させることがあります。
この場合、通常のアース線ではなく、高周波インピーダンスが低い平網線を使って解消させる必要があります。
軸アース・軸絶縁・コモンアース
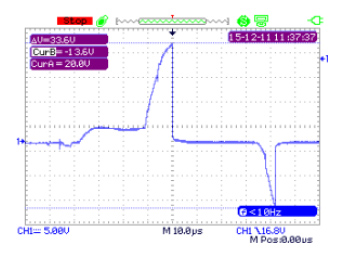
軸受の内外輪の電位差は、イージス® 軸電圧テスターを使用して確認することができます。
前述の3つの軸受電流を抑制させるために、軸アース・軸絶縁・コモンアースをそれぞれ検討する必要があります。
| 軸受電流予防 | 主な方法 | 長所・短所 |
|---|---|---|
| 軸アース | カーボンブラシ | ・摩耗が必ず発生 ・高周波を除去しきれない |
| イージス® アースリング | ・メンテナンスフリー ・モータメーカーがイージスオプションをラインナップ | |
| 軸絶縁 | 絶縁ブラケット | ・モータメーカーで一般的な軸受ブラケットでの軸絶縁 ・モータユーザーでは採用しづらい |
| [国内在庫]絶縁ベアリング INSUTECT® | ・工業先進国ドイツ軸受メーカーFAG社の絶縁ベアリング ・当社で6212~6220C3、6312~6320C3を在庫 | |
| コモンアース | 一般的なアース線 | ・高周波電流は導線表面に電流が流れる表皮効果があり高周波電流の場合はインピーダンスが高い場合がある |
| イージス® HFGS(高周波アースストラップ) | ・高周波にインピーダンスが低い ・モータからインバータアースへ最適なインピーダンスで結線 |
モータの出力(kW)や入力電圧(V)により、軸アース・軸絶縁・コモンアース強化を実施してください。
| 交流電動機 | ||
|---|---|---|
| ~75kW (低圧モータ) | 75~375kW (低圧~600V) | 375kW~ (600V~) |
| 静電容量によるEDM電流 | 静電容量によるEDM電流 + 高周波循環電流 | 静電容量によるEDM電流 + 高周波循環電流 + 低周波循環電流 |
| イージス® SGR | イージス® SGR | イージス® PRO |
| 片方の軸受を絶縁させる | 片方の軸受を絶縁させる | |
| イージスを負荷/反負荷側 どちらかに取付ける | イージスは絶縁された軸受でない方に取付ける | イージスは絶縁された軸受でない方に取付ける |
| 直流電動機 | ||
|---|---|---|
| ~7.5kW | 7.5~225kW | 225kW~ |
| 静電容量によるEDM電流 | 静電容量によるEDM電流 + 循環電流 | 静電容量によるEDM電流 + 循環電流 |
| イージス® SGR | イージス® SGR | イージス® PRO |
| 片方の軸受を絶縁させる | 片方の軸受を絶縁させる | |
| イージスを負荷/反負荷側 どちらかに取付ける | イージスは絶縁された軸受でない方に取付ける | イージスは絶縁された軸受でない方に取付ける |
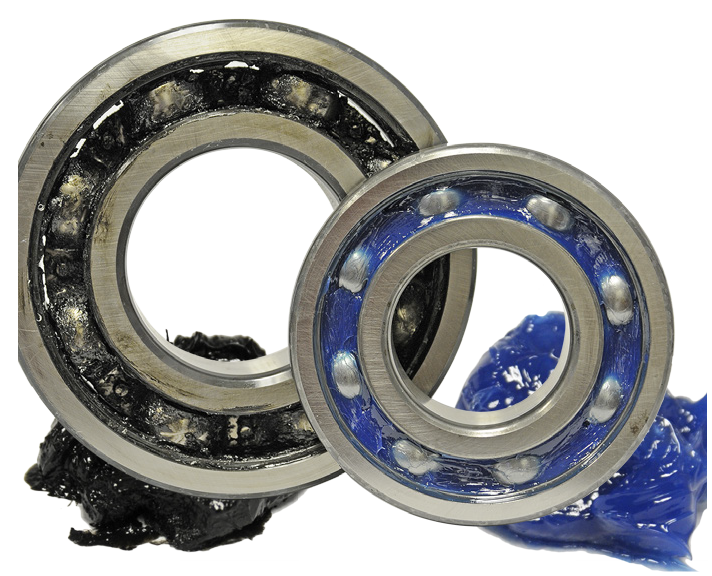
摩耗・圧痕・なし地など異物による軸受早期損傷
1980年代頃よりインバータ制御が普及して久しいため、軸受電食がだいぶ認知されてきました。
ただ、軌道面に形成されたフルーティング(リッジマーク)だけが電食なのではなく、無数に発生している放電で軌道面に放電痕が形成され、それが潤滑剤中に異物となっていることや、放電で潤滑剤自体が炭化することはあまり認知されていません。
「軸受交換時、グリースが黒かった」、「電食は起こっていないけど摩耗・なし地などは起こっている」といったモータでも、軸電圧の放電が原因で軌道面や転動体が損傷し、それにより潤滑剤中に異物を生成、その異物により、結果的に摩耗・圧痕・なし地などを引き起こしていることもあります。
これまで異物による軸受故障の場合、多くは軸封(シール)での改善が施されていましたが、電気的事象が原因で異物を内部生成しているという考え方からすると、軸封部のシール改善と同様、軸受電流対策を実施する必要があります。
中・大型電動機の場合、大きな減速機やポンプを運転していることも多々あり、これらの機械側で軸受損傷が発生すると、モータ以上に復旧時間や生産停止損失、補修費用が大きくなりがちです。
軸受に流れる電流がどの原因によるものなのかを知ることが、軸受の保護につながり、さらに機械の緊急停止や短期間の軸受故障を防ぐことにもなります。
資料動画
軸受・潤滑の新しい状態監視技術|モータの潤滑劣化・軸受故障を防ぐプロアクティブメンテナンス|イージス軸電圧テスターAEGIS-OSC-9200
急峻な電圧降下を確認する
軸電圧対策|インバータモータの軸電圧と電食対策
フルーティング(リッジマーク)|ベアリングの損傷事例(電食)
多くの採用例とメーカーオプション
イージスリングは2005年の市場投入より、モータメーカー・ユーザー・整備会社・モータ販売店など、様々なお客様にご採用いただいております。
一部のケーススタディをご紹介いたしますので、是非ご覧ください。
また、軸受の延命化については、軸封部のシール改善や潤滑剤なども検討する必要があります。是非お気軽にご相談ください。
イージス®オプション掲載
イージス®リングをオプションとして、モータカタログにご掲載頂いているモータメーカをご紹介します。(敬称略)【富士電機】富士同期モータ&インバータ/同期ドライブシステム