
「機械技術」2021年3月号 特集企画
『 高付加価値を生む研削加工の基本と高度化の視点 』に記事が掲載されました。
モーションドライブ部制御課 課長 岡村 繁(Shigeru Okamura)
1. はじめに
研削加工の歴史は古く、1800年代中頃に初めて砥石を回転させることで金属加工する研削盤が世に出たといわれている。
以降改良を続けて今日に至るが、近年の発展において欠かせない技術の一つがアコースティック・エミッションセンサー(AEセンサー)である。
本稿では、Balance Systems社(バランスシステムズ:イタリア)が提供するAEセンサーシステムの活用例を紹介する。
2.AEセンサー・パワーセンサー
研削盤におけるAEセンサーの役割は、作業者の目や耳に取って代わることにある。砥石とワークが接触した際に発生する火花を作業者が視覚で検知する、もしくは音を聴覚で検知するといったことを、AEセンサーシステムがその信号レベルの変化で判断するわけである。
人が視覚・聴覚を検知して手を動かすまでにかかる時間は200ミリ秒前後と言われているが、AEセンサーシステムを使うとわずか数ミリ秒の反応速度となる。
AEセンサーをマシンに搭載する主なモチベーションはサイクルタイムの改善にほかならない。量産ラインにおいてそれは常に求められる課題であり、AEセンサーシステムはその一助となってきた。
センサーの構造は大別すると固定式、無線通信式、液体式、オートバランサ一体式の4種に分類できる。
ドレススピンドルには、無線通信式が採用されることが多く、砥石軸用としては、オートバランサ内蔵式を使用するケースが多い。
EMCノイズなどの影響を受けやすい場合は、クーラントを使う液体式を用いることもある。
この液体式はスピンドルと分離して設置することが可能なタイプであり、レトロフィットにも適している。

AEセンサーの他に、砥石に負荷がかかると駆動するモータの消費電力が上昇することを利用した、パワーセンサーも合わせて用いられることがあり、Balance Systems社製システムではオプションの一つとして選択可能である。
これらハードウェアは、過去10年以上特に大きな変革はなく、ある程度成熟した技術になってきていると考えられる。
それに対し、センサーで得られた信号をリアルタムで処理するソフトウェアの進歩は目を見張るものがあり、その一部を次に紹介する。
3.FFT&フィルタリング
AEセンサーは砥石を伝わる高周波の「音」を高感度で検知するが、同時にボールベアリングが回転する際に発生する金属音などのノイズも拾いやすい。
Balance Systems社製のシステムは入力されたAE信号に対して高速フーリエ変換(FFT)を用い、ハイパスフィルター、バンドパスフィルター、ノッチフィルター計3種類のアナログフィルターを周波数帯域0~1000 kHzの範囲で同時に適用することができる。
さらに、特定の100kHz帯域に2箇所のデジタルバンドパスフィルターをかけられる。ノイズを高度なフィルタリング機能により排除することで、欲しい信号にフォーカスすることが可能で、これはS/N比の改善につながる。
4.エンベロープ
従来のシステムはAEのレベルのみでしきい値を設定し、そのしきい値に対する比較をリアルタムで判定して上位制御装置に出力するというものであった。
これに対し、2021年新たにリリースされたエンベロープ機能は従来のしきい値に時間の概念が加わったもので、時間とともに変化するしきい値の幅(エンベロープ)と、リアルタイムAE信号を比較するものである。
別の言い方をすると、ある幅を持った時間とともに変化するしきい値を事前に設定し、計測されたAEレベルがその範囲内に留まっているかをリアルタイムで判定する仕組みである。
実際の設定画面を右図に示す。
例えば、ドレス1ストロークを1サイクルとした場合、1サイクルの時間がグラフ上の横軸に相当する。
縦軸はAEレベルである。
この時、システム上では1サイクルの時間が256区分に分割され、各区分で上限・下限のしきい値を自由に設定できる。

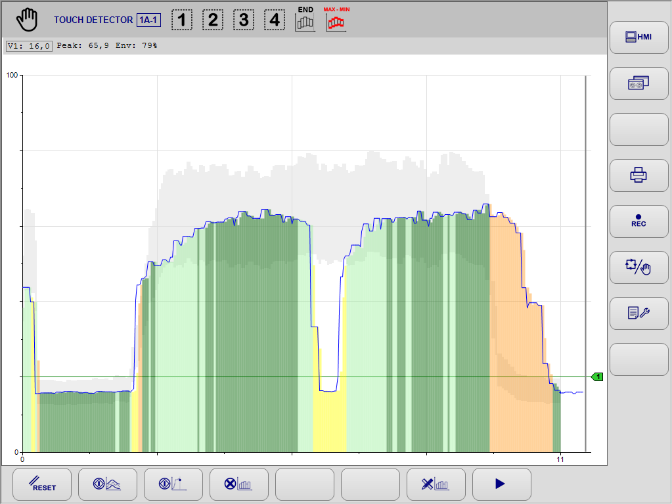
左図は測定時の画面であるが、オレンジ色で示されている区画は、測定値がしきい値を超えていることを意味し、黄色の区画は加減を下回っていることを意味している。
緑色は範囲内である。
各判定にはそれぞれデジタル信号が割り当てられているため、上位コントローラはリアルタイムでの状態監視が可能となっている。
このエンベロープ機能は先に述べたパワーセンサーから得られた電力変化に対しても適用が可能である。この機能をドレスサイクルに適用することで、より緻密なドレスプロセスコントロールが可能になり、ドレス品質向上や砥石の長寿命化にもつながる。
また、ワーク加工時のプロセスモニタリングに使用することで研削品質の向上が期待できる。
5. おわりに
AEセンサーシステムを研削盤に搭載することで得られるメリットはソフトウェアや演算チップの進化によって多くなってきており、その存在感はさらに増している。
エンベロープ機能は従来のサイクルタイム改善に留まらず、研削盤の性能をさらに一段高めるものである。今後市場での使用例が増えていくことが期待される。

担当者コメント
モーションドライブ部制御課 課長 岡村 繁(Shigeru Okamura)
工作機械メーカーごとにそのアプローチは異なるものの、部品を高精度で安定的に、かつ短いサイクルタイムで加工するという目標は同じであり、今回紹介した製品がその一助となれば幸いです。
当社には、他にもお客様の課題を解決できる様々な製品がございます。是非、お気軽にご相談ください。