
海田バイオマスパワー(株)「海田発電所」は、広島県安芸郡海田町の広島ガス海田基地内に位置しており、敷地約15.6万m2のうち約2.8万m2を海田発電所に使用しています。
発電出力は11万2千kWで、現在稼働しているバイオマス発電所の中でも、全国トップクラスの規模となります。
この度、(株)中部プラントサービス様の省エネ製品「ChuPSⓇ 復水器冷却水最適制御システム」(以下、ChuPS)に、Electro Static Technology社のイージスⓇPROが標準装備品として採用され、海田発電所に 導入されました。
この省エネシステムでは、モータ(出力:710kW、電圧:6600V)をインバータ駆動化するため高周波対策(軸受の絶縁および延命)を目的にイージスⓇPROが活用されています。
そこで、今回は海田発電所の河内様にお話を伺いました。

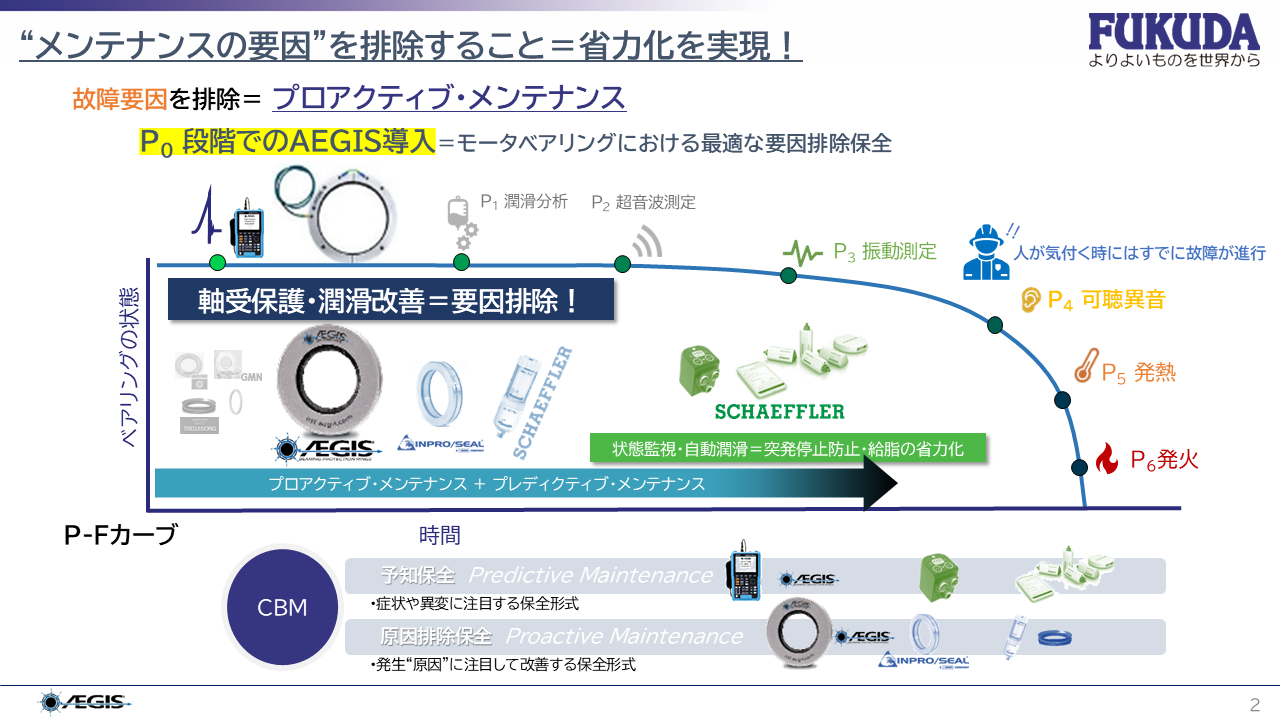
提案段階で、電食が顕在化する前にイージスをプロアクティブ導入

── まずは海田発電所の特徴と、河内様の部署の役割について教えて頂いてもよろしいでしょうか?
河内:弊社は広島ガス株式会社と中国電力株式会社の共同出資により誕生した会社であり、再生可能エネルギーである木質系バイオマス燃料を使用した国内最大級の発電設備となります。
発電設備においては、バイオマス燃料を高い混焼割合で利用でき、燃焼に起因する窒素酸化物の排出量を抑えることができる「循環流動層ボイラ」を採用しています。
また、工業用水を利用した循環冷却方式の「冷却塔」を採用することで、海の環境にも配慮してます。
私は技術部 電気担当に所属しており、海田発電所の電気制御設備の運用、保守管理等を業務としております。

── 冷却水最適制御システムを採用頂いたきっかけは?
河内:近年、バイオマス燃料の高騰、入手性悪化等の事業に直結する課題を私たちは抱えていました。そのような時に、中部プラントサービス様より冷却塔設備の動力低減に寄与する省エネシステム「ChuPS」の提案を受けました。
ChuPSの導入にあたっては、それなりのイニシャルコストが必要となること、本件に類似したインバータ省エネ事例は他にも多く聞く内容でありましたので、実施決定に至るまで時間を要しました。
その間には、中部プラントサービス様による損益分界点や将来的なROI予測値などについて、丁寧且つ熱心なプレゼン、シミュレーション提案を数多く頂きました。
また実際に、ChuPSを導入されているユーザー様へ一緒に訪問させて頂き、現場で生の声を聞けたことも、当社が採用を決断する大きなきっかけとなりました。
── 上記システムのモータ保護用にイージスⓇ PROリングが使用されていることはご存知でしたでしょうか?
河内:ChuPS設計段階に中部プラントサービス様から説明がありました。
「ChuPSでは、既存設備にインバータ駆動を採用するため、モータへの影響に対して信頼性を高める対策品を検討している」とお話を頂きました。
その時初めて「イージスPROリング」を知ったわけですが、「インバータの軸電圧除去」「ベアリングの電食防止」「メンテナンスフリー」について熱心な説明を頂き、非常に有益な製品だと感じました。
2025年4月末よりChuPS運用開始となり「イージスPROリング」による各種メリットを享受できることを期待しています。



AEGIS プレゼンテーション ダイジェスト
軸電圧発生メカニズム
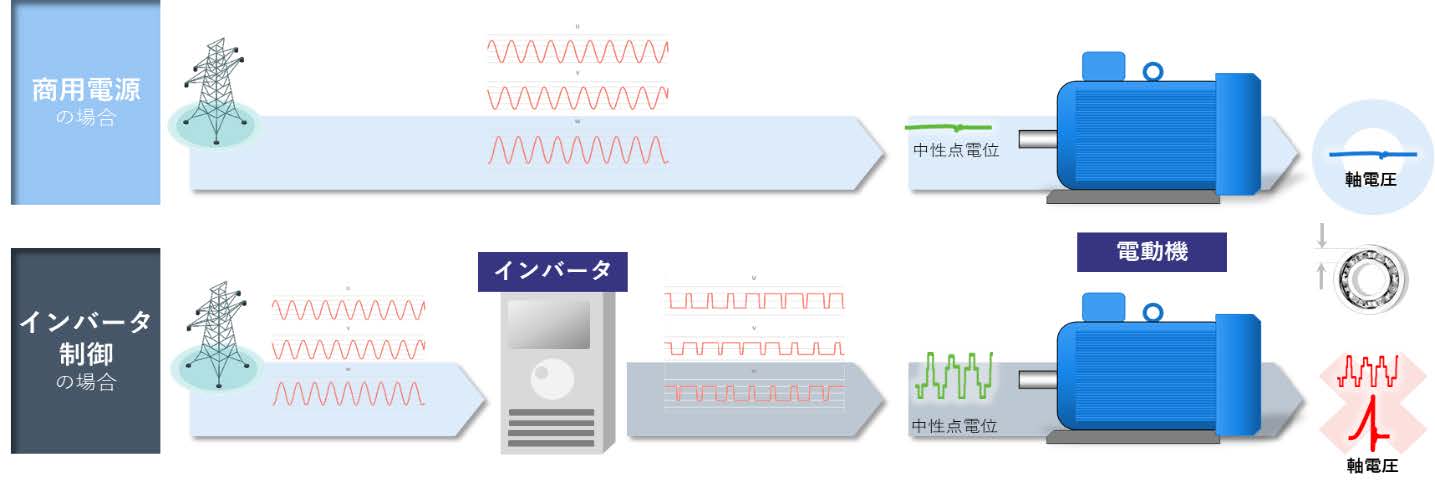
昨今PWMインバータによる交流モータの制御が普及しています。
PWMインバータ制御では、パルスの幅を変調した波形がモータに入力されますが、電動機巻線中性点のUVW合成成分が0Vになりません。
コモンモード電圧は、固定子と回転子間の静電容量を介し、軸側に分圧され、電動機の軸が電位変動します。
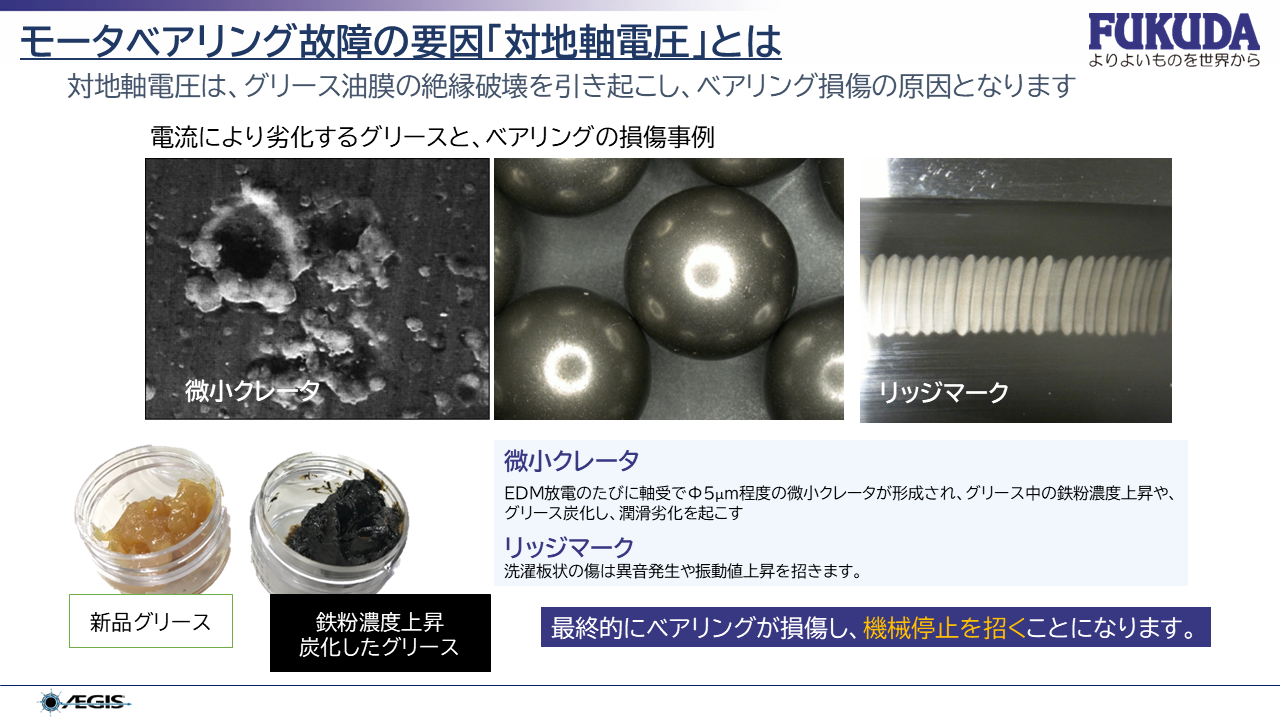
軸を支えている軸受では油膜が形成されているため、油膜の絶縁破壊電圧に達するとアーク放電が発生し、軸受内部にEDMピット(微小クレータ)を生成し潤滑劣化、軸受の早期故障を招きます。
またEVなどでは電食の問題に加え、ラジオノイズの原因となっていることから、軸接地の重要性が増しています。
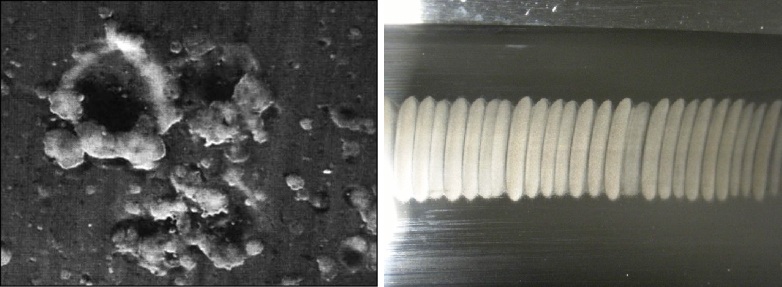
軸受・潤滑への影響
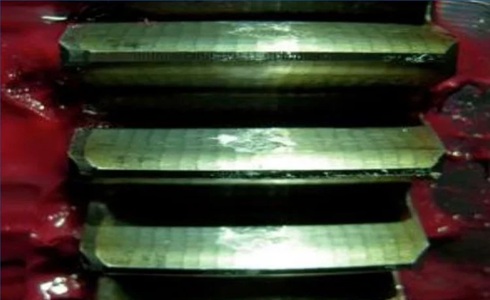
微小クレータの形成
軸電圧を起因とするEDM放電のたびに軸受でΦ5μm程度の微小クレータが形成され、グリース中の鉄粉濃度上昇、グリース炭化を招き、潤滑劣化を引き起こします。
金属を蒸発させるほどのエネルギーを持ちます。
このため、通過がグリース潤滑の劣化を招き典型的な症状の一つであるリッジマークを形成し、騒音発生や振動値上昇を招きます。
潤滑劣化
潤滑の劣化により、軸受の損傷が加速度的に進行し、最終的には発煙や発火など重大な事象につながることがあります。

軸電圧対策製品
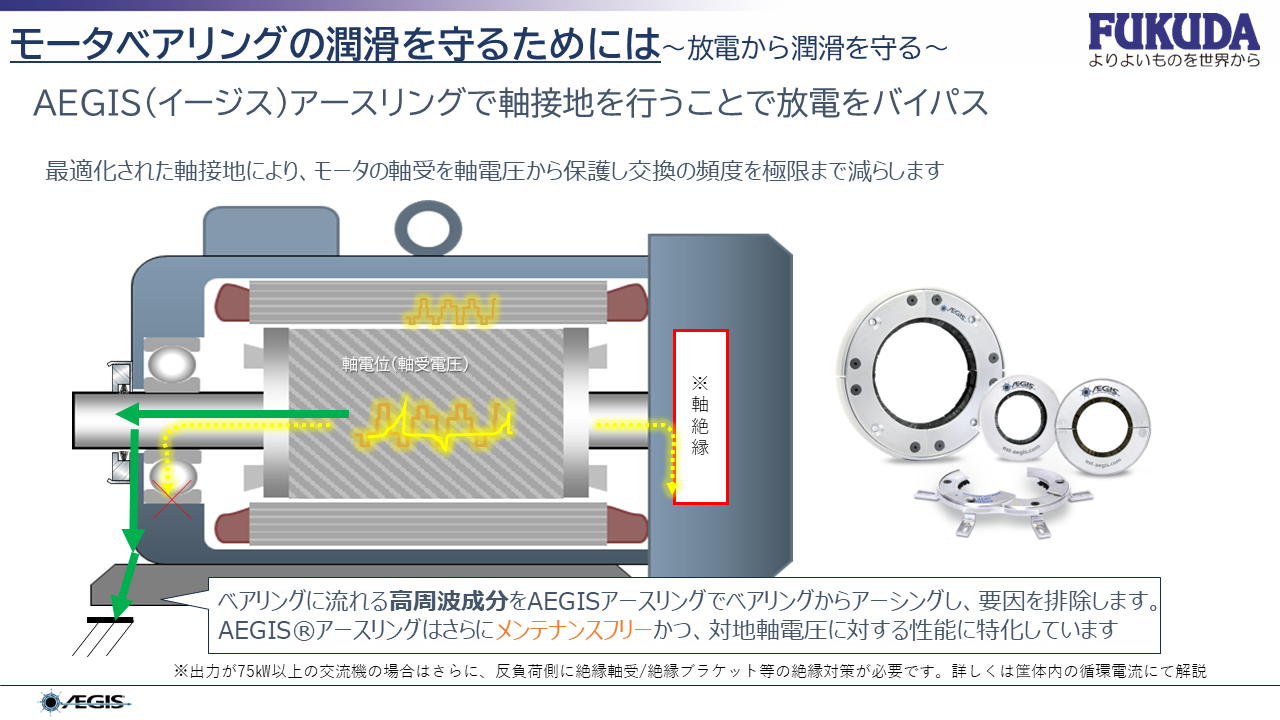
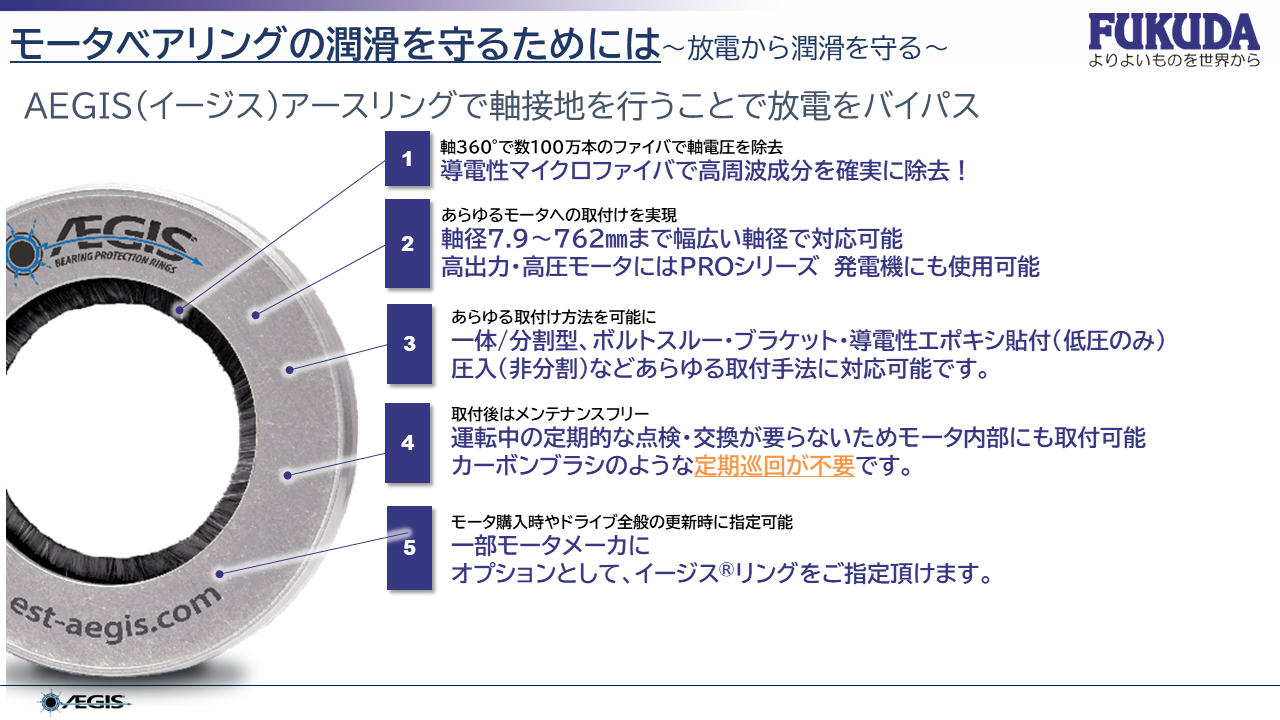
AEGISⓇアースリングによる対策の推奨
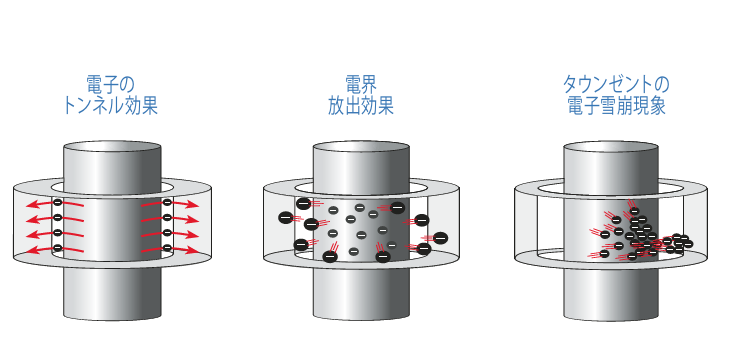
AEGISアースリングは、導電性ファイバが軸全周にわずかに接触(回転速度が上がると非接触となります)、高周波成分を筐体にバイパスし、軸受での放電を除去します。
カーボンブラシと比較して、ファイバの摩耗が極めて少なく、ファイバが接触面の外径まで摩耗しきるまでに22年※1とされており、さらにnano-gapによるトンネル効果や電界放出などで除電性能が保たれます。
軸電圧は高周波成分が主要因です。高周波成分は表皮効果※2により、導体表面に集中します。このため、カーボンブラシと比較して、ファイバで表皮効果を最大限にすることができるアースリングが有利なものとなります。リングの外形について、軸径対応範囲は7.9㎜~762㎜、一体型、分割型、エポキシ貼付、圧入等ご選定いただけます。
※1 EST社/AEGISアースリング製造元による試験に基づく計算寿命
※2 表皮効果:交流電流が導体を流れるとき、電流密度が導体の表面で高く、表面から離れると低くなる現象。
| カーボンブラシ | AEGISⓇアースリング | |
| メンテナンス性 | △ | ◎ |
| 軸電圧除去性能 | △ | ◎ |
| 耐塵・耐油性能 | ✕ | ◎ |
| 軸摩耗の可能性 | 大 | 無 |
AEGISⓇアースリング使用上の注意事項
高周波循環電流は、モータ筐体内で発生する軸電流です。交流モータで75kW以上、直流モータで7.5kW以上で損傷を与える問題になる可能性があります。
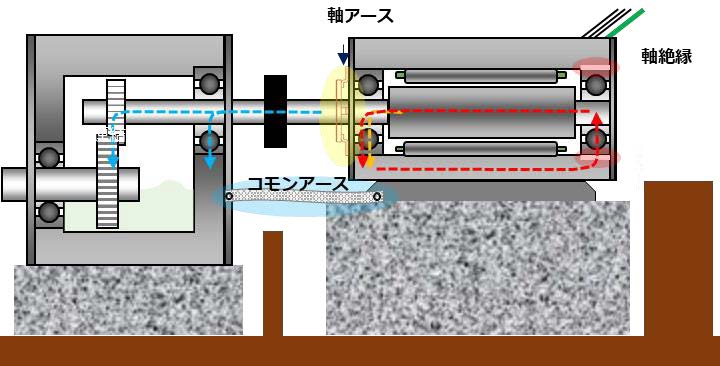
高周波循環電流に加え静電誘導によるEDM電流も存在するため、軸アースも重要となります。
さらに、減速機との電差解消を目的とした筐体間アースの使用を推奨します。
筐体間アースには平編線を使用することで前述の高周波成分を確実に逃がすことができます。
両負荷絶縁軸受に存在するリスク
両側軸絶縁で対策を行うこと、減速機に流れ込み、減速機軸受で電食損傷を起こすだけでなく、ギア歯面に対して電食を起こす「タイガーストライプス」と呼ばれる損傷事例が報告されています。
軸アース(軸受放電対策)+反負荷側軸絶縁(循環電流対策/75㎾以上)+コモンアース(減速機~モータの筐体間)の対策がベストプラクティスです。
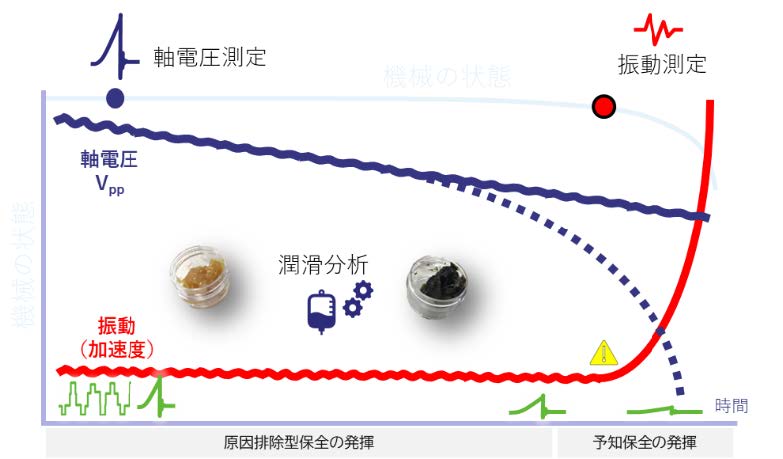
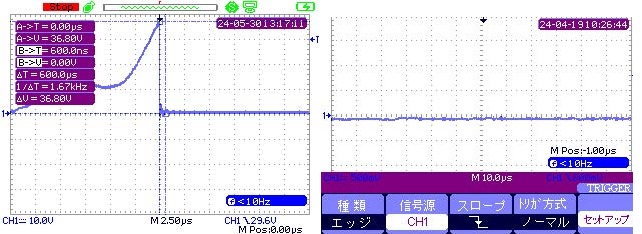
軸電圧テスタによる可視化
軸電圧テスタにより、放電波形を観測することで潜在する問題点を可視化します。
お手持ちのオシロスコープであっても100㎒の分解能があるオシロスコープであれば、波形を観測することが可能です。

□プレゼン資料イメージ

AEGISⓇアースリングを取り扱うのは国内では弊社のみ

AEGISⓇアースリングは、産業用モーター、蒸気タービン、電気自動車など、幅広い分野で多数の採用実績を持つ軸アースリングです。
世界中のモータ、ポンプ、発電機、タービンなどで使用されています。また、弊社では軸電圧測定もサービスで行わせていただいております。
多くの導入実績とデータがありますので、どのようなことでもお気軽にご相談ください。