
「ツールエンジニアリング」2022年9月号 特集企画
『 付加価値を上げる微細・精密加工&仕上加工 』に記事が掲載されました。
モーションドライブ部スピンドル一課 課長 岡本 哲朗(Tetsuro Okamoto)
1. 微細加工のニーズ
微細加工分野においては、従来からより高精度な加工を追求してきた。微細加工は主に金型や光学部品の加工として分類され、それらの部品の応用分野は主に自動車関連の光学部品、望遠鏡等のレンズ、カメラ等のレンズアレイや硬貨の金型に加え、精密腕時計の部品の加工も高精度な微細加工が必要である。

これらに加え、近年では電子部品のパッケージングやマイクロ流体力学を応用した燃料電池のマイクロ流体チップ等においてより高精度な加工が要求され、且つ需要の大きさから、より高速加工の要求が増えている。
このことから、Levicron社では超高速回転、且つ超高精度なエアーベアリングスピンドルの開発を行っている。
2.エアーベアリングスピンドルの特徴
エアーベアリングスピンドルは、回転体の軸受に圧縮空気を軸受に供給し、静圧状態から回転体(シャフト等)を浮上させ、モーター等の動力で回転するスピンドルである。一般的なエアーベアリングスピンドルの主な特徴は、高速で回転できるがスピンドルの剛性や負荷容量は小さい。しかし、軸受が非接触であることから回転精度は高い。このため樹脂など硬度の低い材料に小径工具を用いた穿孔や切削加工に多く使用されているように用途は軽負荷に限定されてきた。
Levicron社においては剛性を上げ、回転精度と熱的特性をさらに向上させることを追求した結果、金型等超精密加工に使用可能な精度・剛性を備えたエアーベアリングスピンドルの開発に成功した。
Levicron社の代表的なスピンドルはUASD-H25Aであり、HSK-E25のツールインタフェースで最高9万回転まで回転させることができる。
UASD-H25(高圧仕様)とASD-HSK25の主な仕様を下表に示す。
| ツールインタフェース | HSK-E25 | |
|---|---|---|
| 最高回転数 | 6万、8万、9万(選択可) | |
| エアーベアリング用エアー圧力 | 20~30bar(UASD) 6~10bar(ASD) | |
| ラジアル剛性(スピンドル先端) | 35~70 N/µm(UASD) 20~40 N/µm(ASD) | |
| アキシアル剛性 | 50~70 N/µm(UASD) 30~60 N/µm(ASD) | |
| テーパ静的振れ | 0.1μm | |
| ツールにおける動的振れ精度 | 0.5~1.2µm (自社製ツールホルダー使用時) | |
| 軸端伸び | 3~6µm (3分で安定) | |
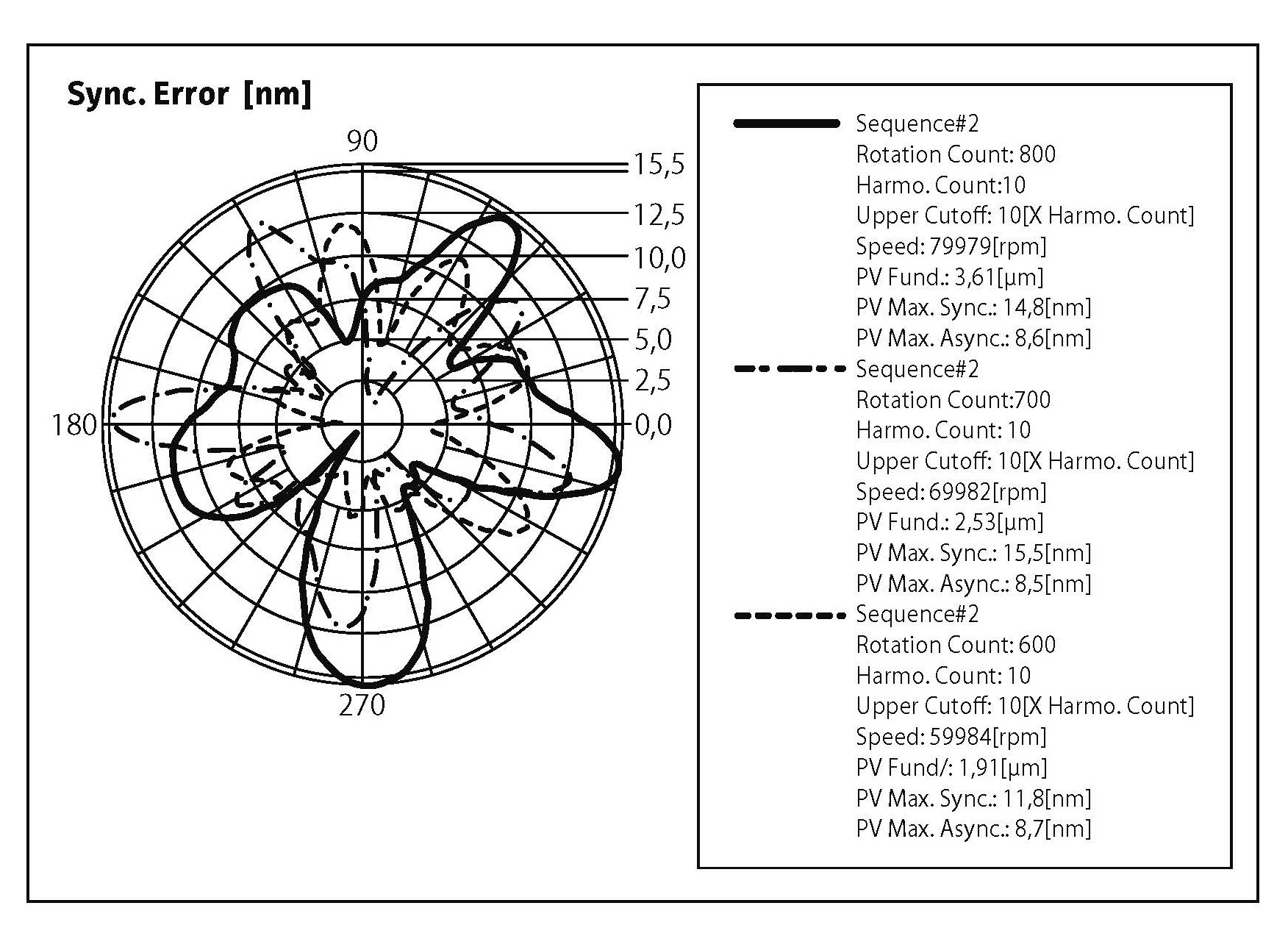
この型式は、過去の一般的なエアーベアリングスピンドルと比べて約3倍の剛性と負荷容量(当社取り扱いの他社製スピンドルと比較)を有している。また、回転精度においては回転振れ精度と誤差運動の両方で測定・検証している。HSKテーパ部の振れ精度は、HSKテーパ部において0.1μm未満、自社製高精度ツールホルダーを使用した場合の先端部振れ精度が0.5μm未満である。誤差運動においては30nm未満を保証しており、これは一般的な金属加工に使用されている転がりベアリングのスピンドルと比べて20~50倍の精度である。
また、これまで多くのスピンドル設計者を悩ませてきた振動の抑制に対しても独自技術により対応し向上させた。エアーベアリングはシャフトを浮上させるため、回転体のバランスが取れていれば振動は抑えられると考えられるが、そこにATC(自動工具交換)の機構が加わると、振動の発生原因になり得る。Levicron社は従来使用されてきたばね機構による構造ではなく、特許申請中の自社開発したスプリングレス機構を搭載し振動性能を向上させている。また、回転体のバランスを確実に向上させるため、自社で焼き嵌めツールホルダーを開発し、より振動を抑えることに成功した。
熱的特性に対しては、対象性のある設計、個々の部品の加工精度を向上させるとともに、冷却回路において最大限の接触面積を確保したことにより、熱によるシャフトの伸び量は8万回転でも5μm未満、且つ3分以内に安定させることができる構造となっている。
さらに、エアーベアリングのため摩耗は無く、油分も使用していないためクリーンルームのような環境でも使用可能である。
加工事例
これらの特徴から、Levicron社のスピンドルは金型加工を中心に幅広い分野で活用されている。図1のような硬貨の金型の加工から、光学部品の加工および医療関係部品の加工まで多岐にわたる。以下図は、Levicron社スピンドルを使用した鏡面加工のワークサンプルである。

このワークはドイツの研究機関、Fraunhofer IPTで加工されたものである。このような鏡面加工は、光学部品等の加工においてLevicron社のエアーベアリングスピンドルの高精度な回転と軸の熱的安定性の性能が発揮される分野の一つである。
また、本記事の冒頭に掲載した図のように、硬貨に限らず多くの精密金型加工に使用されている。これも軸の安定性や超高精度回転性能により、より細かい部分の精密切削が可能になっている分野である。
ユーザーへのメッセージ
光学部品や小径工具の機械加工においては、エアーベアリングスピンドルが正しい選択であると考える。さらに、HSKインタフェースの自動ツール交換と高圧エアー静圧の技術により、Levicron社は超高精度での回転を実現し、さらにHSKインタフェースによる自動化を組み合わせることに成功している。
Levicron社は、従来の金属微細加工だけでなく、このエアー静圧と自動化の技術を現在需要が非常に大きい半導体産業にも応用できるよう、新たにASD-H20を開発している。このスピンドルは、最大150,000min-1まで回転可能であり、且つHSK-E20でATCにも対応し自社製のツールホルダーを活用することにより高精度を維持しながら自動化も対応できる。
今後も需要が拡大すると予想される半導体業界とその設備には、微細な小径工具の加工とともに、精度を維持しながらサイクルタイム短縮も求められるため、新たなスピンドルはこれらの需要に貢献していけると考える。