

「機械技術」2019年8月号 特集企画
『 高精密・微細加工に求められる工作機械・CNC制御・周辺技術 』に記事が掲載されました。
モーションドライブ部スピンドル一課 課長 岡本 哲朗(Tetsuro Okamoto)
1. はじめに
高速加工とは、工具軸(以下、スピンドル)を高速で回転させることにより工具の切削回数を増やし、送りを早くしてワークを加工する方法である。高速加工は、加工時間短縮により加工効率を上げるだけでなく、小径工具を使用した微細部の加工を実現させ、精度が高く発熱を抑えた加工を実現することが可能である。
加工現場において、高速加工に必要な高速スピンドルを入手し活用するには、高速スピンドルが選定・搭載された機械を導入するか、既に保有している機械のスピンドルに別の高速スピンドルを取り付ける方法がある。本稿では、導入済の機械主軸に取り付けるユニークな高速スピンドルおよび自動化に向けた状態監視技術を紹介する。
高速回転スピンドルの駆動源
既存機械のスピンドル(以下、主軸)に取り付ける高速スピンドルの駆動源は、これまでに
1) ギヤ駆動
2) 取り付けるスピンドル側内臓のモーター駆動
3) エアー駆動
等の方式が多く使用されている。
ギヤ駆動の場合、主軸の回転数とのギヤ比で増速させるが、スピンドルの回転数が主軸の回転数に依存するため最高回転数が制限される。
モーター駆動の場合、主軸とは独立した駆動源となる。この場合、モーターへ電力を供給・制御する必要があるため、ケーブルやインバーター等、別系統のシステムが必要になり、複雑な機器構成になる。
エアー駆動方式の場合、回転数は高くすることが可能であるが、トルクが小さい。また、エアーの消費量が増えるためランニングコストも多くなる。
クーラント駆動スピンドルの構造
イスラエルのColibri Spindles Ltd.社の高速スピンドルColibriJetは、マシニングセンター等機械の主軸に予め用意されているクーラント(主軸スルークーラント)を駆動源としたスピンドルである。

スピンドルへ供給されたクーラントは、内部に搭載されているタービンへ送られ、シャフトを回転させる。
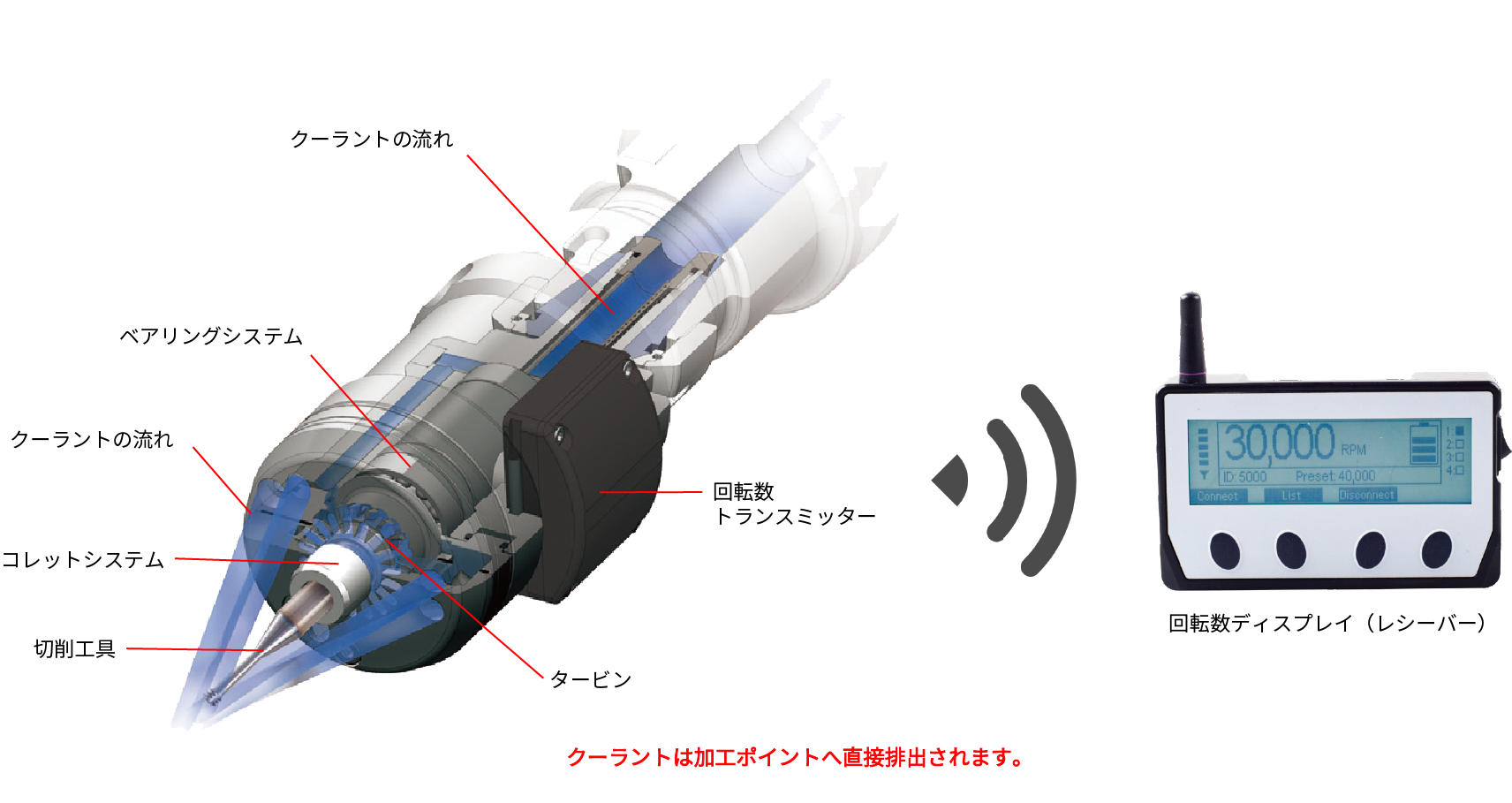
その後、クーラントはスピンドル前面から切削ポイント付近へ直接排出される構造である。回転の動力に使用されたクーラントが、加工点に噴射されることによりワークと工具の発熱を抑え、切削粉を排出させることが可能である。
予め機械に設置されている主軸のスルークーラントを利用して駆動源とするため、新たに配管を設置する必要はない。また、電源駆動でもないことから、スピンドル本体を駆動するための制御装置やケーブルも不要である。
ColibriJetは2種類のモデルがラインナップされており、25,000回転から55,000回転の範囲で加工に使用できる。
回転数モニタリング
インダストリー4.0の「スマートな」工場操業革命を想定し、ColibriJetは ワイヤレスのリアルタイム回転数モニタリングシステムを備えている。この独自の回転数監視技術により、スピンドル運転中に最短1秒1サンプリングまでの回転数の正確な監視が可能である。システムディスプレイモジュールは、機械の外側に取り付けて使用できるほか、警告も表示されるため、異変があった場合でもオペレータはすぐに認識することができる。
主な用途
ColibriJetスピンドルは、小径工具を使用した切削加工、穴あけ、スレッドミーリング、彫刻、面取り等の広い範囲において、半仕上げおよび仕上げ加工での使用に適している。また、バリ取りや研削の仕上げ加工など、各種ワーク(素材や硬さ)加工に使用可能である。
更に複雑な形状を持つ精密部品の加工には、小径工具を使用した高速加工により高精度な加工を可能にする。ColibriJetの切削工具の範囲は、約φ0.5〜4.0 mmである。このような小径工具の高速回転は、医療、航空宇宙、自動車、エネルギーと他の急速に成長する産業に役立てられている。
使用事例
ColibriJetを使用することによって工具を高速で回転させることにより工具送りを速めることができるため、加工時間を大幅に短縮させることができる。その事例を紹介する。
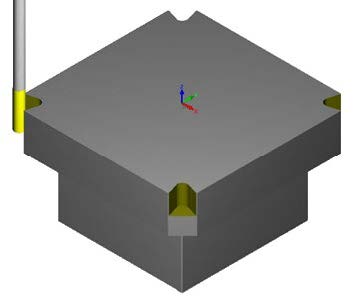
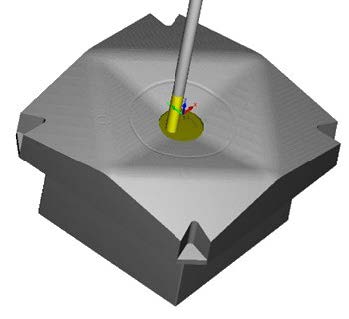
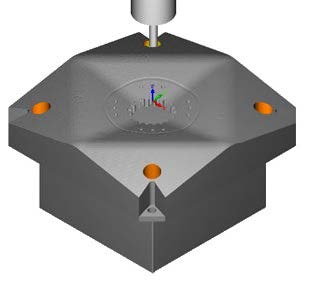
加工ワークについて、マシニングセンターの主軸で加工した場合と、ColibriJetを使用した場合の加工時間を比較した。 ワークの大きさは58 mm×58 mm×35 mmである。完成までの全12工程において回転数の違いおよびそれに伴う送り速度や切り込み量を変えて同じ個所の加工を実施した。以下に加工の一部を示す。
| 機械主軸 | ColibriJet | |
|---|---|---|
| 工具径[mm] | φ3.00 | |
| 回転数[min] | 6,000 | 32,000 |
| 送り[mm/min] | 205 | 800 |
| 加工時間[min] | 21:00 | 8:57 |
| 機械主軸 | ColibriJet | |
|---|---|---|
| 工具径[mm] | φ3.00 | |
| 回転数[min] | 5,000 | 32,000 |
| 送り[mm/min] | 500 | 1,200 |
| 加工時間[min] | 4:04 | 1:44 |
| 機械主軸 | ColibriJet | |
|---|---|---|
| 工具径[mm] | φ4.05 | φ3.00 |
| 回転数[min] | 3,500 | 32,000 |
| 送り[mm/min] | 150 | 700 |
| 加工時間[min] | 1:05 | 0:20 |
| 機械主軸 | ColibriJet | |
|---|---|---|
| 工具径[mm] | φ0.60 | |
| 回転数[min] | 5,000 | 52,000 |
| 送り[mm/min] | 350 | 1,000 |
| 加工時間[min] | 70:00 | 21:37 |
以下に完成ワークの写真を示す。
総加工時間は、機械の主軸の場合が4時間3分、ColibriJetの場合は1時間40分であった。

おわりに
ColibriJetは、生産プロセスのさらなる改善を目指す先進的な多国籍企業だけでなく、技術の進歩と安定した事業の確立を目指している中小製造業者や、エンジニアリング企業にも役立つ幅広い高速切削ソリューションを提供することで、顧客の生産性を改善させることができるシステムである。
※データはColibri Spindles Ltd.社より提供。